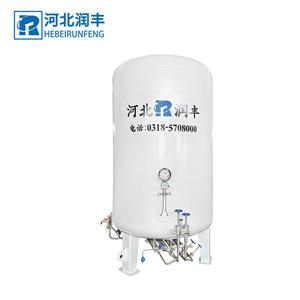
Welded insulating gas cylinders, also known as low-temperature insulating gas cylinders, are used at normal ambient temperatures (-40°C to 60°C) to contain liquid oxygen, liquid nitrogen, liquid argon, liquid carbon dioxide, liquefied natural gas (LNG) and other low-temperature liquid media , The bottle body is steel welding, vacuum insulation structure, its nominal working pressure is 0.2MPa ~ 3.5MPa, the design temperature is not lower than -196℃, and the nominal volume is not less than 10L. The current "Gas Cylinder Safety Supervision Regulations" has included welded insulated gas cylinders into the scope of regular inspections. However, the regular inspection rules for welded insulated gas cylinders have not been issued, but local gas cylinder inspection agencies have successively formulated feasible local inspections. Rules, which provide a basis for periodic inspection of welded insulated gas cylinders. Now, combined with the actual inspection work of our unit, we will talk about the inspection rules and inspection items for welding insulated gas cylinders
1. Inspection cycle
The regular inspection of welded insulated gas cylinders is generally carried out every three years, the vehicle (carrying) gas cylinders should be carried out every two years, and the service period of more than 10 years should be carried out once a year. In the course of use, if the gas cylinder is found to have serious damage, accidents, abnormal conditions, or doubts about its safety and reliability, it should be inspected in advance. Gas cylinders in stock or out of service for more than one inspection cycle shall be inspected before use.
2. Inspection items
Regular inspection items are divided into general inspection and special inspection.
General inspection includes: data review, visual inspection, safety accessories and pipelines, valve inspection, static evaporation rate test, air tightness test, and non-destructive testing when necessary.
The special inspection includes: internal inspection, pressure test, test of vacuum degree or static evaporation rate, air leakage rate, and air leakage rate. For cylinders that need to be repaired due to visual inspection and static evaporation rate not meeting the requirements, a special inspection should be carried out after the repair. The special inspection is generally carried out by a unit with manufacturing qualifications, and relevant certificates are issued.
3. General inspection
1. Data review
1.1 Review the product qualification certificates, quality certificates, instruction manuals, gas cylinder registration certificates (books), previous inspection reports and modification and maintenance materials for welded insulated gas cylinders.
1.2 Check whether the containing medium is consistent with the original data, understand the frequency, condition, and method of use of the gas cylinder, whether there is any abnormality during use, and whether the problems in the previous inspection report have been rectified.
2. Inspection preparation
2.1 Check, check and register the manufacturing marks and inspection marks of gas cylinders one by one. The registration content includes the country of manufacture, the name or code of the manufacturer, the serial number of the factory, the date of manufacture, the nominal working pressure, the filling medium, the nominal volume, the net weight, and the date of the last inspection.
2.2 The gas cylinders manufactured by manufacturers not licensed by the national special equipment safety supervision and management department, the gas cylinders whose manufacturing marks do not conform to the "Gas Cylinder Safety Supervision Regulations", the manufacturing nameplate is unclear or the gas cylinder number, filling medium, volume, Gas cylinders with incomplete and undocumented key items such as nominal working pressure, date of manufacture, etc., and gas cylinders that are not allowed to be reused according to relevant government documents, will not be inspected after registration and will be treated as scrapped.
2.3 Gas cylinders with a service life of more than 20 years will be treated as scrapped, and will not be inspected after registration. If there is a corresponding standard that stipulates the period of use, follow it.
2.4 Gas cylinders that have not obtained a registration certificate (book) must be inspected after registration with the special equipment safety supervision agency, otherwise they will not be inspected after registration.
2.5 Confirm whether the detachable accessories such as safety valve, pressure gauge, rupture disc and liquid level gauge are complete.
2.6 For gas cylinders with unknown medium, they should be stored separately from the cylinders to be inspected for proper disposal.
2.7 There should be no dust and dirt on the surface of the gas cylinder that hinders the inspection. If there is dust and dirt, use an appropriate method that does not damage the metal of the cylinder body to remove the dirt, contaminants and other sundries on the surface of the gas cylinder that hinder the surface inspection.
2.8 During all the inspection work, the gas cylinder should not be polluted by grease.
3. Visual inspection
3.1 Check whether there is "condensation" and "frost" on the outer surface, and whether there is a visible frost interface on the outer shell. If the above phenomenon occurs, special inspection should be carried out (see Appendix A).
3.2 Check the outer surface of the gas cylinder for mechanical damage such as collision deformation, depressions, and pits. The depth of the depression is not more than 10mm. (Refer to Appendix B for the measurement method). If it exceeds 10mm, special inspection should be carried out, and it should be scrapped if there is no maintenance value.
3.3 Use a magnifying glass of 5 to 10 times to inspect the weld seam, the heat-affected zone and the outer surface of the cylinder. If there are cracks, scars, wrinkles or inclusions, the gas cylinder should be scrapped. For suspicious parts, penetration testing should be carried out. It should meet the requirements of JB/T 4730, and the qualification level should not be lower than I level.
3.4 Whether there are defects such as cracking, deformation, corrosion or other mechanical damage on the protective frame and bottom support, and the gas cylinders that affect the safety performance due to these reasons should be judged as unqualified. After the base is connected to the bottle body, there should be no abnormal tilting phenomenon, and the gas cylinder with abnormal tilting phenomenon should be judged as unqualified.
3.5 Cylinders whose remaining wall thickness is less than 2mm at the isolated point corrosion of the bottle body or at the repaired scratches should be scrapped.
4. Inspection of safety accessories and pipelines and valves